Passive Intermodulation (PIM)

Introduction to PIM
PIM is a growing issue for cellular network operators. PIM issues may occur as existing equipment ages, when co-locating new carriers, or when installing new equipment. PIM is a particular issue when overlaying (diplexing) new carriers into old antenna runs.
PIM can create interference that will reduce a cell’s receive sensitivity or even block calls. This interference can affect both the cell that creates it, as well as other nearby receivers. PIM is created by high transmitter power so on-site PIM testing needs to be done at or above the
original transmitter power levels to make sure that the test reveals any PIM issues.
PIM is a serious issue for cellular operators wanting to maximize their network’s reliability, data rate, capacity, and return on investment. It is worth noting that PIM testing does not replace
impedance-based line sweeps, rather, it complements line sweeping, which is now more important than ever.
High-speed digital data communications make PIM testing critical. As cell usage and throughput grows, the peak power produced by the new digital modulations increases
dramatically, contributing heavily to PIM problems. On-site experiments have shown significant decreases in download speeds linked to slight increases in PIM. Drive tests have
revealed an approximate 18% drop in download speed when residual PIM level was increased from –125 dBm to –105 dBm. The latter figure is hardly considered poor.
Impedance Versus Linearity
The PIM test is a measure of system linearity while a Return Loss measurement is concerned with impedance changes. It is important to remember that they are two independent tests,
consisting of mostly unrelated parameters that are testing opposite performance conditions within a cellular system.
It is possible to have a PIM test pass while Return Loss fails, or PIM fail while Return Loss passes. Essentially, PIM testing will not find high Insertion Loss and Return Loss will not find high PIM. Line sweeps and PIM testing are both important.
Some cable faults show up best with a PIM test. For example, if an antenna feed line has a connector with metal chips floating around inside, it is highly likely that it will fail a PIM test while the line sweep passes. The antenna run most certainly possesses nearly ideal impedance characteristics, but the presence of metal flakes bouncing around will cause the PIM test to fail. It is also an indication that the connector was not fitted correctly.
Another possible cause of PIM test failures is braided RF cables. These cables will test perfectly in a Return Loss or VSWR test, but generally possess only average PIM performance. The braided outer conductor can act like hundreds of loose connections that behave poorly
when tested for PIM, particularly as they age. For permanent installations, braided cables are not recommended.
Low PIM precision test cables are available commercially and they perform well, although they are very expensive.
Some cable faults show up best in a Return Loss or VSWR test. A good example is a dented or pinched main feeder cable, which will have an impedance mismatch at the point of the
damage, but may still be linear. Return loss testing will quickly spot this sort of damage, although PIM testing cannot.
With the rollout of spread-spectrum modulation techniques, such as W-CDMA, and OFDM technologies like LTE and WiMAX, it has become essential to test both PIM and impedance
parameters both correctly and accurately.
Testing for PIM
PIM lowers the reliability, capacity and data rate of cellular systems. It does this by limiting the receive sensitivity. In the past, RF engineers could select channel frequencies that would not
produce PIM in the desired receive bands. However, as cellular usage grows, the licensed spectrum has become crowded. Engineers must often select less desirable RF carrier
frequencies and accept potential PIM issues. Compounding this problem, existing antenna systems and infrastructure are aging, making any PIM that does occur stronger.
When PIM products fall within the receive band of a cell site radio, they make the receiver less sensitive to weak signals that limits receive coverage. This increases the bit-error-rate
(BER)and creates more dropped calls. If the connection is for data, interference from PIM creates more error protection bits and resends, which causes a lower overall data rate. In
some cases, PIM can even cause receiver blocking, shutting down the sector.
Signs of PIM problems include receive-noise-floor-diversity-imbalance and high noise floors. Other signs include shorter average call duration, higher dropped call rates, lower data rates,
and lower call volume.
Unrepaired PIM problems can cause the base transceiver station (BTS) to assume a certain Rx noise level exists during calibration periods, causing gross Tx power and Rx gain figures
to be utilized. These figures carry over into heavy traffic periods and then the BTS exhibits poor statistical performance. Any increase in the noise floor at the receiver input causes a
decrease in the dynamic range of that receiver. If the Rx sensitivity is –107 dBm, but the real noise floor is –97 dBm, the call or connection will need to be terminated or handed off to
another site/sector 10 dB earlier than the system would normally be designed to do. If 1 dB in Rx level was equal to 0.5 miles, this connection would hand off 5 miles early, in terms of
distance. Sectors that do not always have a lot of margin between sites will end up with dead zones where the call will be lost. A PIM test and rectification of faults will restore the original
performance that is required.
Defining PIM
PIM is a form of intermodulation distortion that occurs in components normally thought of as linear, such as cables, connectors and antennas. However, when subject to the high RF
powers found in cellular systems, these devices can generate intermodulation signals at –80 dBm or higher.
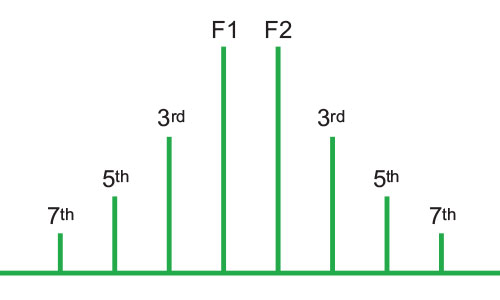
Figure 1. Carriers F1 and F2 with 3rd through 7th order products.
Intermodulated signals are generated late in the signal path, they cannot be filtered out and
may cause more harm than the stronger, but filtered, IM products from active components.
An on-site PIM test is a comprehensive measure of linearity and construction quality.
PIM shows up as a set of unwanted signals created by the mixing of two or more strong RF signals in a nonlinear device, such as a loose or corroded connector, or nearby rust. Other names for PIM include the diode effect and the rusty bolt effect.
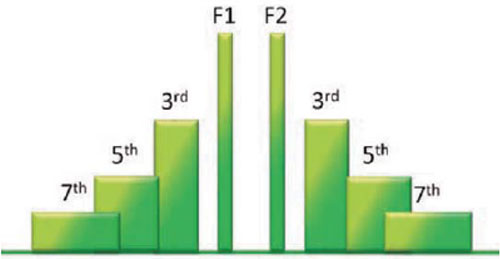
Figure 2. PIM bandwidth increases with the order of the product.
This pair of formulas can predict PIM frequencies for two carriers:
F1 and F2 are carrier frequencies and the constants n and m are positive integers.
When referring to PIM products, the sum of n + m is called the product order, so if m is 2 and n is 1, the result is referred to as a third-order product (Figure 1). Typically, the third-order product is the strongest, causing the most harm, followed by the fifth- and seventh-order
products. Since PIM amplitude becomes lower as the order increases, higher order products typically are not strong enough to cause direct frequency problems, but usually assist in
raising the adjacent noise floor (Figure 2).
It is unlikely that a 3rd order product will fall directly into a designed cellular receive band. It is highly likely that energy from other external transmissions will mix within the nonlinear
transmission line causing many smaller PIM levels to mix over and over, resulting in a wideband raised noise floor that usually spans all operators licensed spectrum. Once this raised noise floor crosses into the Rx band, it then has an open door (and sometimes gain via
a LNA) into the BTS.
IM from Modulated Signals
Intermodulation products from Continuous Wave (CW) signals, such as might be created by
a PIM tester, appear as single-frequency CW products. When spotting PIM created from
modulated carriers, the sort of fault that might be seen with live signals, it is important to
know that intermodulation created from modulated signals takes more bandwidth than the
fundamentals. For instance, if both fundamentals are 1 MHz wide, the third-order product will
have a 3 MHz bandwidth, the fifth-order product, a 5 MHz bandwidth, and so forth. PIM
products can be very wideband, covering wide swaths of frequencies.
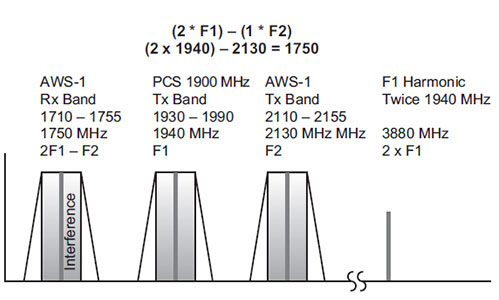
Figure 3. PIM causing receiver de-sense at 1710 MHz
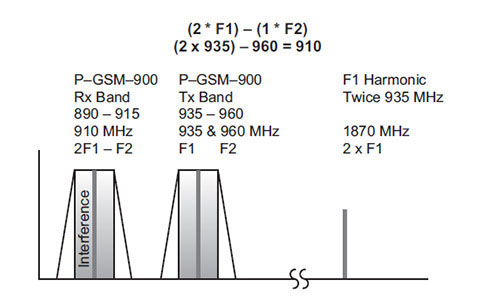
Figure 4. PIM causing receiver de-sense at 910 MHz
With the overlay of Spread Spectrum signals into current site infrastructure, mixing of a 3-channel UMTS transmission with a 10 MHz LTE (assuming 10 MHz and not 20 MHz!) due to
a transmission system linearity problem would be disastrous. In theory, this could create a 3rd
order product with a bandwidth of over 30 MHz and this does not include any effect that the
5th and 7th order would introduce. This would be an interesting experiment to document as
100 MHz+ noise issues are certain to be present.
PIM Calculation Examples
Here are two PIM examples; one from the 850 MHz band and one from the 1900 MHz band.
In the first example, 1750 MHz is one of the third-order products and falls within the AWS-1
base station receive band. If the 1940 and 2130 MHz carrier sources are physically close to
each other, or even sharing the same antenna, any corrosion or other nonlinear effect will
generate a third-order passive intermodulation product at 1710 MHz that can cause receive
de-sense or blocking (Figure 8-3). It is worth mentioning that PIM products do not need to
fall directly on the uplink channel to cause problems. They only need to fall within the
receiver’s pre-filter, which is typically as wide as the network operator’s licensed bandwidth.
A PIM example for the widely used 900 MHz band assumes two GSM carriers, one at 935
MHz, and the other at 960 MHz. In this case, the 910 MHz third-order product is in the base
station receive band (Figure 4).
Three or More Carriers
The calculations so far have assumed that there are only two carriers present. That is not
always the case in the real world. At the base station, one needs to account for not only
carriers within an antenna system, but the stronger signals from nearby transmitters as well.
The signals can backfeed into an antenna system, find nonlinear devices, mix with other
carriers, and create PIM. This issue compounds quickly when highly complex modulation
platforms are used; something that is already very evident in the cellular field, even when
relatively narrow bandwidths are in use.
When three or more carriers are involved, the calculations quickly become complex. There
are programs and spreadsheets available online to help with this task. A quick alternative, if
possible, is to turn the transmitters off one at a time to find out which carriers and antenna
runs contribute to the PIM. This can greatly simplify the calculations and the troubleshooting
task.
PIM from Bursty Sources
A PIM like effect can also be caused by periodic breakdown of an insulating film between connector mating surfaces. Corrosion or foreign deposits and their effects can cause this
insulation to appear over time. Interference caused by this mechanism is wideband and
bursty in nature, occurring at rates ranging from infrequent to as often as two or three times
per second. This effect is caused by micro arcing or fritting and can be found with PIM testing.
Causes of PIM
PIM comes from two or more strong signals and a
nonlinear junction. The strong signals normally come
from transmitters sharing an antenna run, transmitters
using adjacent antennas or nearby towers with
conflicting antenna patterns. Damaged or poorly
torqued RF connections, contamination, fatigue
breaks, cold solder joints, and corrosion can create
nonlinear junctions.
Since the nonlinear junction may be outside of the cell
cabinet, eliminating PIM by filtering may not be
possible. Often, it is necessary to identify and
eliminate the root cause of the problem.

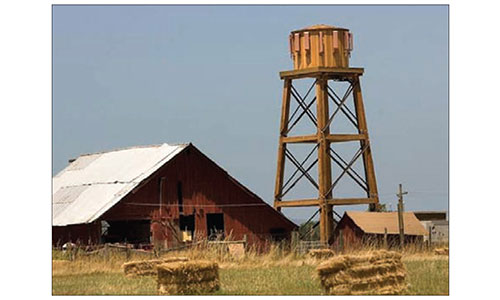
Figure 5. Rust near the transmitter
Damaged connectors, cables, duplexers, circulators, and antennas all can contain nonlinear
components. In addition, nearby corroded objects, such as fences, barn roofs or rusty bolts
can cause PIM, as long as the signals that reach them are strong enough (Figure 5). This effect
is common enough to have its own name, which is the
“Rusty Bolt Effect.” There are a number of different
places to look for nonlinear junctions.
Mechanical Considerations
An electrical contact is never flat or smooth on a
microscopic scale. This means that the contact area is
not the apparent area, or even the load bearing area,
but a series of small areas or spots, within the load
bearing area (Figure 6). The size and number of spots
depends on the contact surface geometry, metal
hardness and the pressure applied to the contact. The
contact surface coating, such as gold or silver, affects the
size of the contact spots, as do contaminants such as oxidation, hydrocarbons, dust, leftover solder flux, or particles from machining the contact.
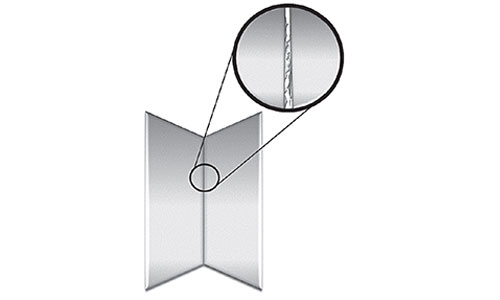
Figure 6. Magnified 7/16 DIN
electrical mating surfaces
Air, a thin film, or a thick film may separate areas not in contact. The metallic and thin film
areas support current flow, but by different means. In metallic spots, current flow depends on
conductivity; however, in thin film areas, current flow occurs via the tunneling effect. The areas
of thick film may be insulating, conducting or subject to an electric breakdown at some
voltage.
Metallic Contact
Because current has to flow through these narrow conducting spots, additional resistance,
called constrictive resistance, is generated. Constrictive resistance is normally in the milliohm
range. The nonlinearity of constriction resistance is one possible explanation for PIM.The
nonlinearity is caused by current that heats the contact and in turn, changes the resistance.
This resistance change is a small effect and changes with the change in current through the
contact area.
Tunneling Effects
The surface of most metals is covered with a thin layer of oxide, causing a potential hill
between the two plates of the connectors. When the electrons have enough energy to jump
over the hill, the phenomenon is called the Schottky effect. If the electrons have lower energy,
they tunnel through the barrier with some probability. The tunneling effect is only measurable
for films thinner than 100 Angstroms.
Rusty Bolt Effect
When the oxide layer is porous enough, the tunneling effect does not stop at 100 Angstroms.
Corrosion from high humidity has a remarkable effect on steel and iron, creating unusually
strong PIM distortion when there are rusty metallic structures in the signal path, or in the
vicinity of strong transmitter signals. It has been suggested that the PIM is caused by the
semiconducting oxide of the corroded metal. However, experimental results in indicate that
the major contributor could be the loose and small contact areas, rather than the corroded
junction areas.
Fritting
Fritting occurs when small voltages breakdown the thick tarnish or contamination. A-fritting
creates new contact spots, while B-fritting enlarges existing contact spots. Fritting causes a
permanent transfer of metal between the two surfaces. Fritting, or its cousin, micro arcing,
can show up as wideband interference occurring as often as once every two or three seconds.
Ferromagnetic Materials
Ferromagnetic materials, such as iron, nickel, cobalt, and some alloys of magnesium,
aluminium and copper are ferromagnetic. Ferromagnetic materials are significant
contributors to PIM and should not be used in cellular systems. If they are near significant
sources of RF, they can generate astonishing amounts of PIM.
Ferrimagnetic Materials
Ferrimagnetic materials (ferrites) are widely used in microwave components like isolators,
circulators, resonators, and phase shifters. These devices can be optimized for low PIM, but
even then may produce more PIM than other passive components in an antenna system. The
mechanism by which they produce PIM is poorly understood and apparently identical
devices may produce different levels of PIM.
For many years (around a decade), the PIM test has been the industry standard quality test
for detecting cracked ferrite components within an isolator or circulator.
Surface Effects
Abrasion or contamination of a conductor surface may cause PIM if the current density is high
enough. In an experiment, a 1 mm center conductor of copper was abraded perpendicular
to the long axis. With signals at approximately 1.5 GHz and 44 dBm, an increase of 13 to 22
dB was noted. In similar conditions, cleaning solder flux from the end of the wire reduced PIM
by 10 dB.
Time Dependency of PIM Sources
PIM sources often vary with time. The changes may be small or large. Loose contacts are
particularly suspect when PIM is changing over time. This has been attributed to effects of
time, humidity, and temperature on contaminates such as dust or films and on fritting.
Relative movement of the contact surfaces from vibration or temperature also make PIM
sources time dependent.
Components that are used in modern cellular systems are designed to handle a substantial amount of vibration and extreme temperature variations when installed correctly. "Dynamic" PIM tests, or tests where some form of “movement” is applied while the test is underway, simulate environmental stresses and help identify loose connections that may eventually generate high noise levels if not corrected.
Components
Antenna system components include connectors, cables, antennas, circulators, duplexers,
diplexers, and other components designed to route the radio’s signal. Each of these
components has its own special method of generating PIM. Some of the more common
components that can cause PIM include:
Connectors
Connectors on the antenna run are the first suspects in any PIM hunt. Connectors are a likely
cause of PIM and subject to a number of problems. First, if the mating surfaces have small
gaps, a “voltage potential barrier” can be formed that allows electron tunneling (a diode
effect) or microscopic arcing to take place. Either will cause PIM in the presence of strong
signals.
Damage caused by over-tightening, insufficient contact pressure, distorted contact surfaces,
foreign material in the mating surfaces, or corrosion can cause small gaps. In addition,
corrosion may create crystals, which also have a
nonlinear effect on RF signals. Corrosion is a particular
problem in coastal areas where humidity and salt air are
prevalent. In this case, connectors may need cleaning on
a regular basis.
While it’s not a common problem with connectors
designed for cellular service, it is worth mentioning that
manufacturers make low PIM connectors with nonferrous
materials. Ferrous materials have a nonlinear
effect when used with RF signals. For example, stainless
steel can add 10 to 20 dB of PIM to the signal.
Connectors with nickel plating, or gold over nickel, can add 20 to 40 dB of PIM to the signal.
Connectors made for cellular usage are non-ferrous and plated with coatings such as silver,
white bronze, and gold.
Cutting the cable at installation time may create metal particles or debris. If some of these
particles remain in the cable, or get into the finished connector, they can cause PIM when
they touch a current carrying surface. Contaminates can be a source of intermittent PIM if the
cable assembly is flexing with temperature or from the wind.
The center conductor depth is important. If it is set too far back, the resulting poor contact
may cause PIM under high power use. If it sticks out too far, it may cause physical damage
when connected. This damage may lead to gaps the next time it is connected. One way of
dealing with this problem is to use connector-clamping tools that set the center pin depth
properly. If pin-depth becomes a common problem, special gauging fixtures are available to
measure the center pin depth.
It is worth noting that the 7/16 DIN connector was designed specifically to counteract PIM
problems (Figure 8-7). The N type connector, while still a very good connector, was originally
designed in the 40’s when multicarrier communications systems with highly sensitive receivers
were not common. The biggest problem with an N type connector is that the male outer
conductor has a very small total surface area. Any damage to this surface makes proper
mating or gauging nearly impossible.
Careful cleaning, proper assembly, good weather wrapping, and proper connector torque
are the best solutions to connector caused PIM. Tooling must be kept clean, sharp and well
adjusted. Unfortunately, the first instinct when a bad connection is identified is to over tighten
the components, which nearly always results in damage by deformation.
Cables
Cables do not typically cause PIM, but poorly terminated or damaged cables can and do
cause problems. Beware of cables with a seam in the shielding. As the cable ages, this seam
can corrode, causing PIM. The cable’s center conductor may also be faulty because plated
copper does not always adhere well to the aluminium core. The copper can flake off if poorly
manufactured, creating metal particles and poor connections that have the potential to
create intermittent PIM.
Cables can change their physical configuration as temperature varies. For instance, sunshine
can warm cables, changing their electrical length. A cable that happens to be the right length
to cancel out PIM when cool may show strong PIM after changing its length on a warm day, or, it can work the other way around, good when hot and bad when cold. In addition, the
physical change in length can make a formerly good connection into a poor one, also
generating PIM. Finally, water in the cable run is not beneficial when trying to reduce PIM.
When testing a cable for PIM stability, hold the cable 12 inches from the connecter in question
and rotate the cable only about 1 inch off its natural axis. This is usually enough to show any
problems relating to termination quality.
Antennas
Antennas are a critical part of any transmission system. They take the full power of the signal,
or signals, and if they create any PIM, it will be broadcast along with the rest of the signal. If
also used for reception, the PIM is already in the conductor, with no transmission loss, ready
to cause harm to reception.
Antennas are subject to fatigue breaks, cold solder joints and corrosion. Because of the
mechanical nature of PIM generation, standards bodies recommend tapping the antenna
lightly during PIM testing to see if that creates PIM spikes. It is also possible to test the
antennas on the ground prior to installation, something that is highly recommended. Care
must be exercised as the antenna will be radiating high RF levels and are particularly
susceptible to external near field interference that can result in a false failure. This can be a
very difficult test to do in the field and it is therefore a good idea to put the first good antenna
aside and retest it periodically to ensure your environment or test setup has not changed.
Any device that tests well can have a failure confirmed by pointing the antenna at a fence,
dumpster or any other sizable metallic structure as this always creates an external PIM source.
This result can then be measured on a test set to
confirm that a faulty condition would be seen.
Nearby Corrosion
Any nearby corrosion can cause PIM. Look for
rusty fences, rusty roofs, rusty mast bolts, and so
forth (Figure 8-8).
Keeping rust away from the tower will pay
dividends in reliability and let maintenance
personnel sleep better at night.
Lightning Arrestors
While lightning arrestors do not purposely cause PIM, they are a source of micro arcing. As they age, their breakdown voltage gets lower until finally RF power peaks can cause them to
arc in a very similar manner to antenna or connector micro arcs. If one of the connectors
becomes damaged, it will cause PIM in the traditional sense. These products have suffered
incredible price pressures and are a good example of an item that is not made as well as it
once was.
Indications of PIM
PIM often shows up as poor statistics from the affected sector (Figure 9). One of the first and
most direct indications of PIM can be seen in cells with two receive paths. If the noise floor is
not equal between the two paths, the cause is likely PIM generated inside the noisy receive
path. Operators call this condition a Receive Diversity Noise Floor Imbalance. It is particularly
likely that the path shared with the transmitter, Rx 0 in this case, is the noisy one, since that
path normally has enough power and only needs the addition of some nonlinear device or
junction.
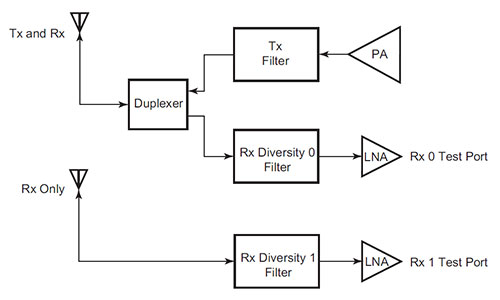
Figure 9. Sector antenna system with Rx test ports
An elevated noise floor on both receive paths is likely caused by something external to the
antenna system, such as rusty bolts or interference from an external source. In either case, it
is worth going to the cell site to analyze the cause. Other, more general indications of PIM
include shorter calls, a higher dropped call rate and a lower call volume.
Another likely indicator of PIM is a site that has frequent performance issues during peak
traffic times, but when a technician investigates, no real fault can be found. As soon as the
sector is reset or calibrated, it takes some time to build up performance data and the fault does not become apparent until the sector is handling a certain amount of traffic again,
usually the next day.
It is common to hear of sites that have had performance issues for over 12 months and after
having several site visits, tower work tasks performed and a lot of time and money spent, the
technician finds that a PIM test identified a connector that simply had a loose back nut on a
jumper cable.
If a cell site performs poorly when dry conditions exist but improves dramatically when a
rainstorm passes through the region, the technician should immediately inspect the
surrounding area for items that have rusty mounts, such as air conditioning ducts.
This very common fault is often found in rooftop sites located in densely populated areas.
PIM Testing
Many different components in, and near, an antenna system can cause PIM. The common
assumption in the industry is that antenna assemblies need to be tested. Clearly, PIM can be
an issue with cellular antenna systems and some testing is necessary. As a guideline, PIM
issues most often show up at initial installation, after aging or when adding new carriers to
older antenna systems. PIM testing is the only sure way to understand how an antenna
system responds to multiple high-powered RF signals.
PIM testing has been a very common test performed by almost all major equipment manufacturers since the introduction of cellular radio networks. Because of the advancements in cellular communication technology, performing PIM measurements during the installation and maintenance stages of cell sites has become standard practice.
Original Equipment Manufacturers (OEMs) such as Nokia and Alcatel-Lucent, for example,
have utilized PIM testing for years, at 2 x 46 dBm, as a quality tool. All companies supplying
products that are installed within a base station must comply with strict performance figures
relating to PIM performance.
Reflective or Reverse PIM Testing
Reverse, or reflective, PIM testing is the most commonly used type of PIM test. This test sends
two signals to an antenna and uses the same test port to capture and measure any PIM. PIM
testers intended for field use are normally reflective testers. However, reflective PIM testing
results are affected by the electrical length of the antenna cable (Figure 10). Reverse waves
may add, or even cancel. Because of this, reverse PIM testing done at fixed frequencies may
not be accurate. Reverse or reflective PIM tests should be done while sweeping one of the
frequencies to avoid unintentional partial error signal cancelation. Another option is to change one of the test frequencies to see how the result varies. Base stations and other radio
transmitters are commonly tested with a reverse PIM test since using a forward PIM tester is
not always practical.
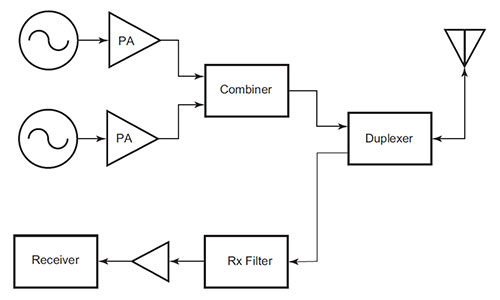
Figure 10. Reflective PIM Tester block diagram
Forward PIM Testing
A forward PIM test can be performed in two ways, using filter networks on the output of a
device under test (DUT) or an external antenna measuring propagated signals, such as an
antenna in an anechoic chamber. A forward test using filter networks simply uses a duplexer
or triplexer on the output to separate the high-level signals from the low-level PIM signal.
It is also easy to use a low PIM attenuator and coupler to extract the PIM frequency prior to
terminating the main signals. A filter with high rejection of the test frequencies is required for
both setup types. It is also important to accurately take all loss into account. A back-to-back
test (no DUT in line) will indicate the test system’s residual PIM level.
Forward PIM testing with antennas involves measuring the signal transmitted through the
antenna system under test. This requires an external receive antenna and spectrum analyzer. For practical reasons, installed antenna systems are rarely tested with a forward PIM testing
method, although individual antenna system components may be. When it is possible to use
a forward PIM test, the test is not subject to deceptive cancellation when conducted in a
controlled environment and can be accurate without sweeping the test signals.
High rejection filtering is required when performing this type of test to allow you to measure the particular frequency you need.
This type of test can be very handy when trying to find external materials that are causing
PIM, such as loose flashing or other metalwork commonly used in building construction. Air
conditioning ducts are particularly troublesome. Rarely are the mounts resistant to corrosion.
The difficulty is that it is very hard to determine if you are measuring a reflection of the
generated PIM signal so this test, while very informative, can be tricky.
Power Levels
There currently is no international standard available to define PIM test power levels to be used for cell site PIM testing. IEC62037 is the closest specification available but it was created to provide a method for component manufacturers to compare the linearity of RF devices. In order to provide a common procedure for comparing devices produced by different manufacturers, this specification recommends that PIM tests be performed using 2 x 20 watt while dynamic stress is applied to the component.
Without a true field specification, many operators have adopted the 2 x 20 watt test for cell site testing as well. For tower top testing, operators have allowed 2 x 4 watt test equipment to be used due to the lack of high power, battery operated PIM test solutions. These low power tests are useful for troubleshooting but do not transmit sufficient power to enable certification of site performance.
The reason for this is that PIM measurements are very power sensitive. In theory, the PIM generated by a nonlinear junction will increase 3dB for every 1dB increase in test power. In real life, due the somewhat random characteristics of nonlinear junctions, PIM levels typically change between 2.2 dB to 2.8 dB for every 1 dB increase in test power. Due to this wide variation, it is impossible to accurately predict the magnitude of PIM that will be produced at one power level based on the known PIM at a different power level.
In some cases, very small air gaps or lightly touching metal surfaces can generate micro arcing when the RF fields reach a threshold level. This type of defect no longer follows the typical 3.0 dB/dB noise increase rule. Noise levels may increase significantly over a very small change in power once arcing begins. Similarly, in low power applications such as DAS installations, PIM defects exhibiting slopes closer to 2.2 dB/dB can produce significantly higher interference in actual use conditions than would be predicted by extrapolating 20W results using the typical 3 dB/dB rule.
In order for operators to gain insight into the actual noise levels generated by passive components at a site PIM testing should be conducted at power levels similar to the actual levels in use at that site. For macro sites, this level is typically in the 20 to 60 watt range and in indoor DAS systems the power level may range from 20 watt to as low as 0.1 watt. To determine appropriate test parameters, operators need to take into account power levels that will be experienced in the system in combination with IM orders that are possible due to frequency combinations in use.
Sweeping Test Signals
Some PIM testers allow users to select two fixed frequencies for the test. Others allow one of the frequencies to sweep. A Swept PIM measurement is conducted by holding one transmit tone fixed while varying the frequency of the second transmit tone, causing the IM product to "sweep" across a range of frequencies in the receive band of the system.
PIM measurements are the vector sum of all PIM signals generated on a line at the IM frequency being tested. When multiple PIM sources exist, it is possible for the signals to combine out of phase at a particular test frequency indicating a passing result when the individual PIM levels are actually failures. A swept PIM test varies the IM frequency over a range of frequencies providing the user a clearer picture of the true PIM performance of the system.
A problem with swept frequency PIM tests is that it is highly likely to experience interference from mobile subscribers while performing the test at a cell site. With fixed frequency PIM tests, it is possible to carefully choose your F1 and F2 test frequencies such that the IM product frequency falls in a guard band frequency, free of mobile traffic.
Vibration
Since mechanical issues such as slight gaps, or corrosion can cause PIM, physical vibration can change PIM levels. The standards bodies have devised impact tests to mimic the natural vibrations caused by wind and the strains caused by temperature changes. It has long been standard practice to tap antenna connections to see if that affects VSWR. Tapping connections and antennas will assist in discovering intermittent PIM.
Try not to tap anything too hard and never tap directly on a coaxial cable. A good rule of thumb is to never tap anything harder than knocking on a door with your bare knuckles. It is important to make sure all staff on site understands this rule of thumb.
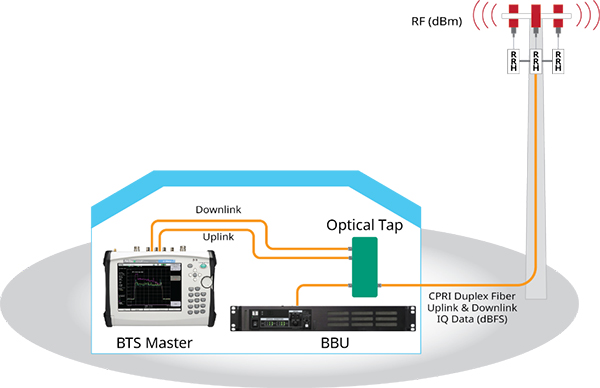
PIM over CPRI Testing
PIM over CPRI testing is a patented technology that enables PIM measurements to be made on a live system at ground level by monitoring regular LTE CPRI RF traffic. By tapping into the CPRI data on the downlink and uplink between the remote radio head (RRH) and baseband unit (BBU), PIM over CPRI testing can calculate the PIM desensitization of the LTE uplink. This measurement process tests real-world PIM scenarios, such as self-generated PIM (caused when multiple 15 kHz subcarriers making up the LTE signal mix and create intermodulation) as well as 2nd and 3rd order harmonics (e.g., 850 MHz downlink interfering with the 1700-2100 AWS uplink or the 900 downlink interfering with the 1800-2100 uplink). Because live traffic is being used, there are no calibrated 43 or 46 dBm two-tone continuous wave signals used, only the LTE subcarriers and resource blocks. Rather than a dBc result on a CW PIM signal, the PIM desensitization value (which can be thought of as the amount of noise inside your uplink signal, or the signal to PIM ration in dB) from the correlated PIM signal detected is measured and calculated. This test measurement works by synchronizing and comparing all of the available downlink MIMO signals of a sector (up to 2x MIMO) against each individual uplink signal. PIM over CPRI testing will also determine if the PIM found is internal or external to the antenna system.
PIM Limits
Acceptable PIM levels are generally set by the owner of the site or equipment. These figures
will be based on their specific band and equipment scenario. Antennas that were installed 10
years ago were probably not manufactured with PIM performance in mind so it would be
unrealistic to set a PIM level greater than - 80 dBm/123 dBc as very few would measure
favourably. It is also unlikely that PIM specifications were even considered when the network
was designed.
New antennas and associated components should all have factory test results shipped with
the device. Any testing done in the field should correlate closely with these figures.
It is very important to remember that a customer must specify PIM requirements, including
specific test parameters and test power within the procurement process. It is hard to claim
warranty for a specification that was never requested.
Typical PIM guidelines for antenna systems are between–150 dBc and –160 dBc using a 2 x
20 watt PIM tester. This essentially equates to a maximum PIM level of –107 dBm. New
antenna systems typically should be in the lower end of the range, while older antenna
systems should at least make the higher end of this range.
A standard figure used around the world for system level site PIM tests is a pass level of –97 dBm/140 dBc. This is not hard
to achieve onsite. Once you get past the –95 dBm/138 dBc area, the PIM figure will generally
improve dramatically and measurements of –125 dBm/168 dBc are common. With the
overlay of LTE services now beginning, a pass value of –97 dBm/140 dBc may not be enough.
It would be wise therefore, to exceed the specified receiver sensitivity level, usually around
–107 dBm/150 dBc, with PIM testing.
Locating PIM
PIM sources can be located by many different methods. A traditional method uses a visual inspection along with tapping or manipulation to test suspect connections or parts. If the PIM level is affected by any of this manipulation, the part is changed.
Another approach is to start changing parts until the problem goes away. This approach is time consuming, very costly, and appears to be the standard way of fixing PIM problems when technicians are unaware of the PIM test.
Anritsu invented and developed a patented technology that pinpoints PIM faults called Distance-to-PIM™ (DTP). DTP shows the location for PIM problems within the antenna system, as well as distance to external PIM sources outside the antenna system. This was an incredible step forward in improving the quality of information received from the on-site PIM test. But one problem still remained for pinpointing external PIM beyond the antenna - DTP could tell you how far away from the antenna the PIM source was located, but not the angle. If the antenna had a 120 beam width, the PIM source could be located anywhere along the 120 arc at the distance measured by DTP.
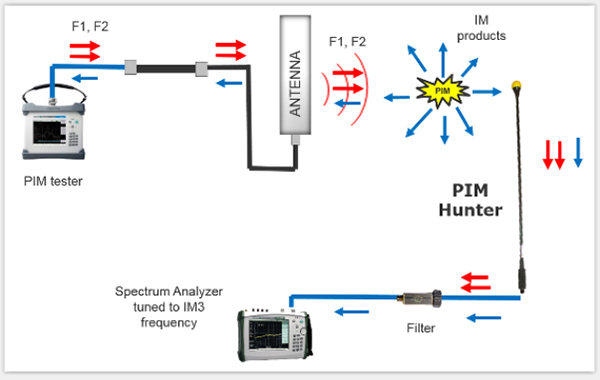
Now with the Anritsu PIM Hunter™ probe, once the PIM source is identified a test technician can use the probe to pinpoint the location of external PIM beyond the antenna. By walking along the arc of the DTP distance from the antenna with the PIM Hunter probe, technicians can pinpoint the source of the PIM typically within a few centimeters.
A diagram of the PIM hunting process is shown below. The process begins with a PIM tester that injects two high-power test signals into the system under test. The test signals broadcast through the site antenna, exciting any PIM sources in the RF path. These PIM sources behave like CW transmitters radiating the IM3 frequency in all directions. With the PIM Hunter test probe connected to a spectrum analyzer in burst detect mode or in a custom setting along with an appropriate bandpass filter installed, technicians can “hunt” for these IM3 signal sources along the arc of the distance provided by the DTP measurement of the PIM tester. When the probe tip comes in close proximity to a PIM source, the PIM value increases by as much as 30 dB, indicating the precise location of the PIM source. To learn more about the external PIM hunting process, please download The Identifying Sources of External PIM white paper.
Preventing PIM: Best Practices
It is important to take advantage of the manufacturers’ installation training courses whenever
possible, as they know how their connectors fit and how they are best assembled.
There are several best practices to follow when working with precision RF cables and
connectors. It is important to keep the connecters clean, avoid distorting the connector, and
keep the connector center conductor undamaged.
Inspection
When the connectors are apart, inspect them for physical damage. The center connector
should not be loose, and should have no visible dents or scratches. A small magnifying lens
will help with this inspection. Any damage or contamination may allow micro arcing or the
diode effect to occur, causing some level of PIM. This inspection will also help spot sources
of VSWR problems.
Cleaning
Keep connectors clean to minimize PIM. This procedure, borrowed from laboratory practice,
is useful any time a connector is suspect. It requires a cotton swab, lowpressure air, Isopropyl
alcohol, and a toothpick to clean connectors before re-assembly.
The process goes like this:
- Remove loose particles by using low-pressure compressed air.
– Small volumes of compressed air are available in spray cans for this purpose.
– The particles may come from the shielding, when cut, or the connector itself.
– A toothpick is useful to remove any small particles that the air does not remove.
- Use Isopropyl alcohol on cotton swabs or “Q-Tips” to clean the rest of the surface.
– Use only enough to do the job because the Isopropyl alcohol may melt any plastic parts.
- Use the low-pressure air again to remove any remaining small particles and dry the surface.
Be careful not to twist connectors when reassembling or mating them. If they are twisted,
small scratches will form on the center pin, which can destroy its precision.
Precision connectors can be destroyed in as few as
five attachment/detachment cycles if the center pin
is allowed to twist freely. The small scratches can
generate both excessive VSWR and PIM.
Excess flux from any soldering should be cleaned
since the flux is sticky and will attract contaminates.
This in turn, may encourage PIM.
Torque
Tighten connectors to the proper value. Proper torque on the connector is both required and
will help minimize PIM. Low torque will allow gaps and PIM from the center connector. High
torque will damage the center connector, again, causing PIM.
However, if it is required to connect and disconnect the same joints several times, mating
cycles may be an issue. Manufacturers specify the number of mating cycles they can
guarantee.
Some devices cannot handle any more than a few complete torque cycles and care must be
exercised so the device is not technically “worn out” before it is even installed. A good
example is the connector on an antenna panel. Very few designs appear to be able to handle
any more than a couple of cycles before the connector base loosens from the chassis. This
generally causes the antenna to fail PIM and will most likely show a questionable line sweep.
For 7/16 DIN connectors, 20 foot-pounds is an accepted value, and for Type N connectors, 12 inch-pounds is common. Some manufactures may specify slightly lower values. If they do,
use the manufacture’s values. The recommended practice is to ensure every person tightening connectors has the proper torque wrench (Figure 11).
It is important to check with each manufacturer for torque specifications, as they vary slightly depending on the situation.

Figure 11: Breakaway torque wrench
Summary
Lack of linearity can limit the receive sensitivity of a cellular system. This limits the reliability,
data rate, capacity, coverage, and return on investment of the system. The PIM test is an
excellent indicator of linearity and construction quality.
PIM comes from two or more strong RF signals mixing in a non linear device. These non linear
devices, or junctions, occur in improperly tightened, damaged, or corroded connectors or in
damaged antennas. Rusty components, such as mounts and bolts, are also suspect when
hunting for sources of PIM.
Many common frequency combinations can produce PIM in a cell’s receive band. Signals in
the cell’s receive band will raise the receive noise floor, increase the bit error rate, and shrink
the reception area for cellular communications. Avoiding PIM starts with frequency
assignments that put potential PIM products outside of receive bands. However, increasing
capacity, new services, and aging infrastructure are all working against this strategy, making
PIM testing more important every day. It is apparent that most onsite PIM issues that affect
service are derived from the sidebands of internally generated interference, not the
calculated frequencies themselves.
Proper care and maintenance of connectors is essential to keeping PIM low. Inspection and
cleaning is a central part of good performance. Proper torque is also important, as this keeps
the center connector from damage.
PIM testing is becoming more critical as cellular systems age and the carrier count is
increased. A test that was not as important when cellular systems were lightly loaded is
becoming a critical part of modern cellular maintenance.
A cell site constructed with PIM in mind will cost less to maintain over time. This same site will
show cleaner performance than similar sites that were not PIM tested.
Products

MT8220T
Base Station Analyzer
400 MHz - 6 GHz VNA frequency
150 kHz - 7.1 GHz SPA frequency

MT2780A
PIM over CPRI
4 SFP ports
4x4 MIMO support